




Engranaje koniko laukiak dira engranaje-motorretan eta erreduktoreetan erabiltzen diren engranaje koniko mota ohikoenak. Engranaje koniko lurreztatzaileekin alderatuta, biek dituzte abantailak eta desabantailak.
Engranaje koniko lurzoruaren abantailak:
1. Hortzaren gainazalaren zimurtasuna ona da. Hortzaren gainazala beroaren ondoren ehotzean, amaitutako produktuaren gainazalaren zimurtasuna 0tik gorakoa dela berma daiteke.
2. Zehaztasun handiko maila. Engranajeen artezketa prozesua batez ere engranajearen deformazioa zuzentzeko da tratamendu termikoaren prozesuan zehar, engranajearen zehaztasuna bermatzeko amaitu ondoren, abiadura handiko funtzionamenduan (10.000 bira/min-tik gora) bibraziorik gabe, eta engranajeen transmisioaren kontrol zehatza lortzeko;
Engranaje koniko lurzoruaren desabantailak:
1. Kostu handia. Engranajeak artezteko hainbat makina-erreminta behar dira, eta engranajeak artezteko makina bakoitzaren kostua 10 milioi yuan baino gehiagokoa da. Ekoizpen-prozesua ere garestia da. Tenperatura konstanteko tailer bat dago. Artezteko gurpil baten kostua milaka eurokoa da, eta iragazkiak eta abar daude, beraz, artezketa garestiagoa da, eta multzo bakoitzaren kostua 600 yuan ingurukoa da;
2. Eraginkortasun baxua eta engranaje-sistemak mugatua. Engranaje konikoen artezketa hainbat makina-erremintatan egiten da, eta artezketa-denbora gutxienez 30 minutukoa da. Eta ezin dira hortzak arteztu;
3. Produktuaren errendimendua murriztu. Produktuaren errendimenduari dagokionez, engranajeen artezketa prozesuak engranajeen gainazalaren gogortze-kalitate onena kentzen du tratamendu termikoaren ondoren, eta geruza gogor horrek zehazten du engranajearen bizitza erabilgarria. Hori dela eta, Japonia bezalako herrialde garatuek ez dituzte automobilen engranaje konikoak artezten.
Engranaje koniko laukoidunen abantailak eta desabantailak
1. Eraginkortasun handia. Engranaje pare bat artezteko 5 minutu inguru besterik ez dira behar, eta hori egokia da ekoizpen masiborako.
2. Zarata murrizteko efektua ona da. Hortzak lapatzen direnean bikoteka prozesatzen dira, eta hortzen gainazalen konjugazioa ona da. Sarrerako gainazalak zarata arazoa asko konpontzen du eta zarata murrizteko efektua hortzak ehotzean baino 3 dezibelio gutxiago da gutxi gorabehera.
3. Kostu baxua. Engranajeen lapeatzea makina-erreminta bakarrean egin behar da, eta makina-erremintaren beraren balioa ere engranajeak artezteko makinarena baino txikiagoa da. Erabilitako material lagungarriak ere hortzak artezteko behar direnak baino txikiagoak dira.
4. Ez dago hortz-profilen menpe. Hain zuzen ere, hortzak ezin direlako arteztu, 1995etik aurrera Olyconek artezketa-teknologia asmatu zuen arrakastaz, altuera bereko hortzak prozesatu ez ezik, uzkurdura-hortzak ere prozesatu ditzakeena. Eta teknika honek ez zuen gainazaleko geruza gogortua suntsitu.
Engranaje koniko laukiak erosten ari bazara, zer nolako txostenak jaso beharko zenituzke zure hornitzailearengandik? Jarraian, gureak daude, bezeroekin partekatuko direnak bidalketa bakoitzaren aurretik.
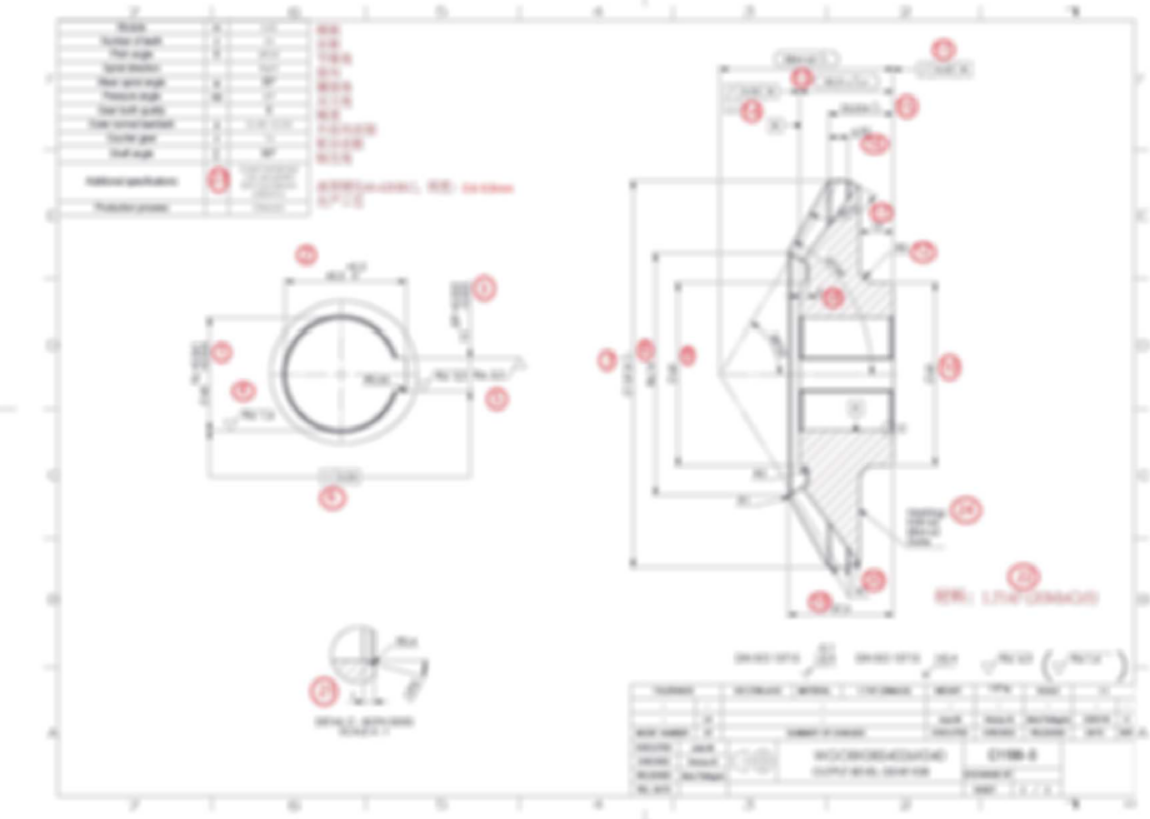
1. Burbuila-marrazketa: NDA sinatu dugu bezero guztiekin, beraz, marrazkia lausoa egiten dugu
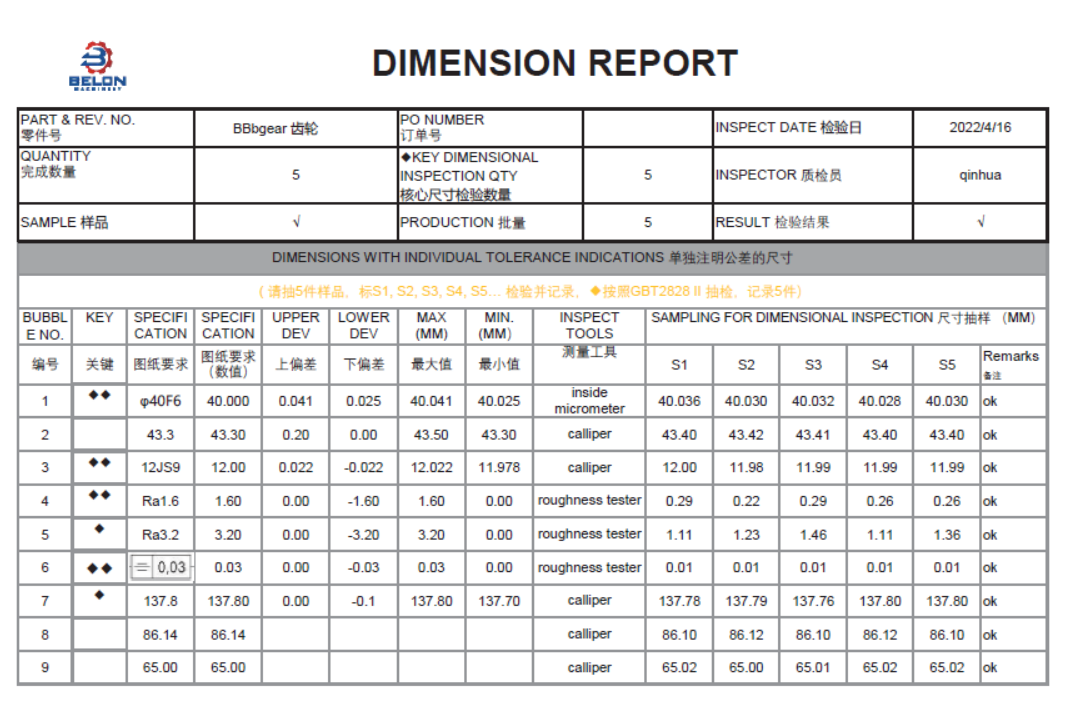
2. Dimentsio Nagusien Txostena
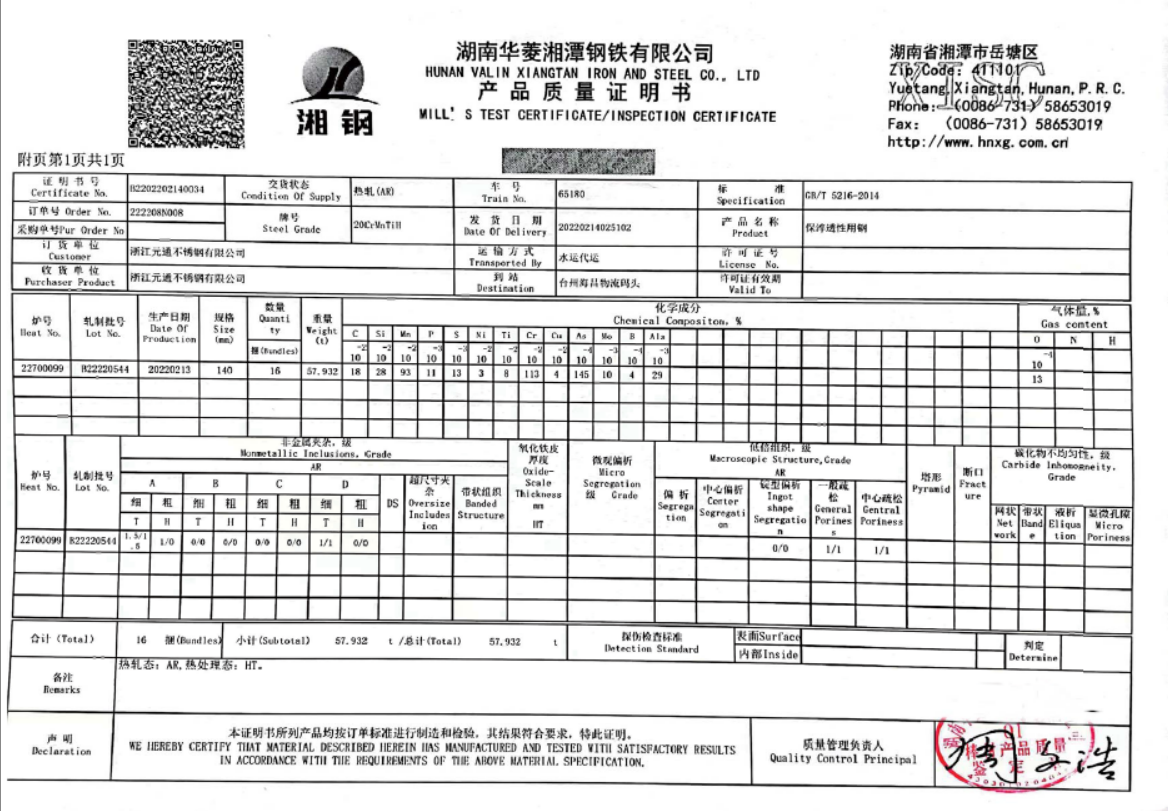
3. Material Ziurtagiria
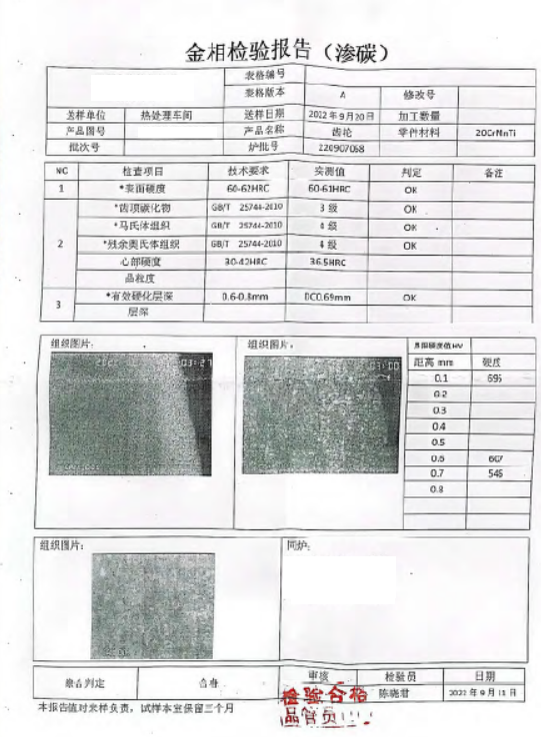
4. Tratamendu termikoaren txostena
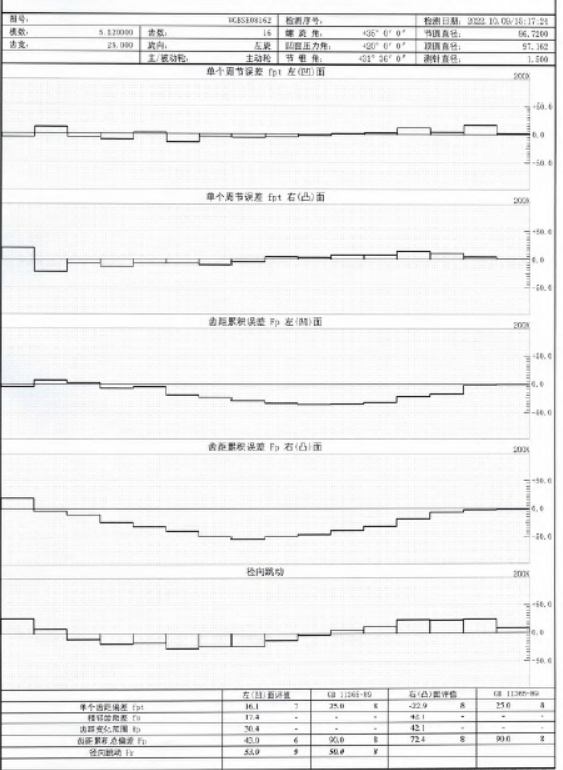
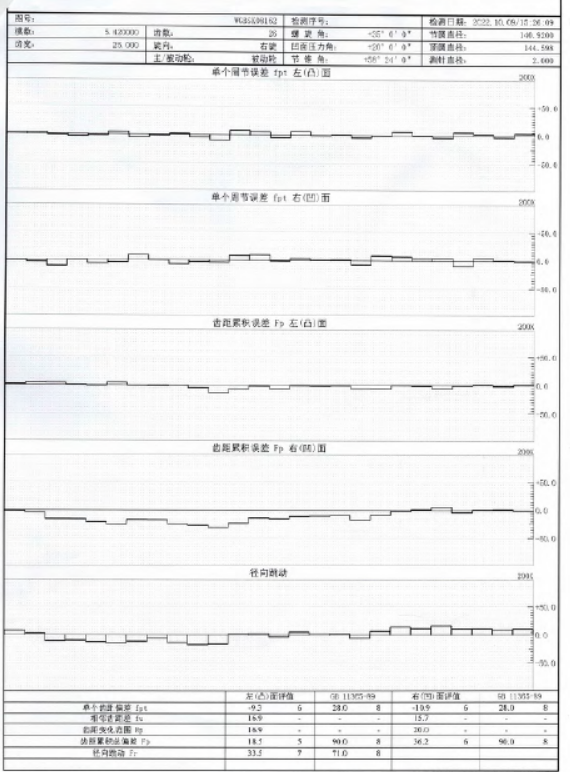
5. Zehaztasun Txostena
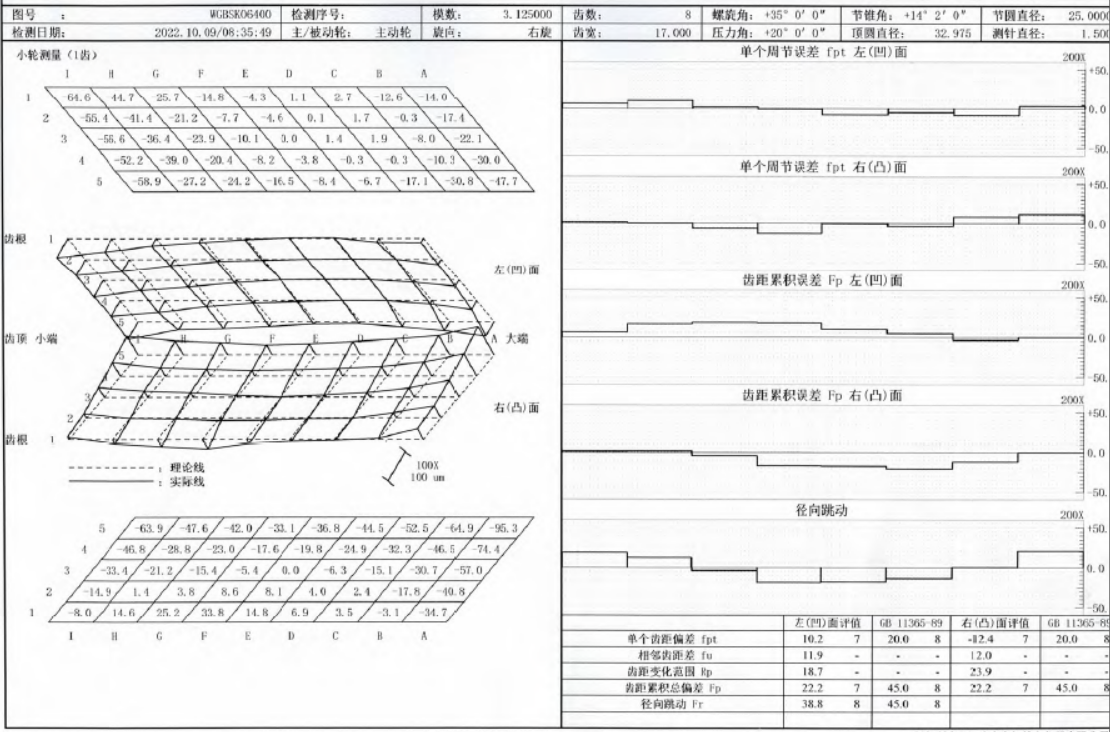
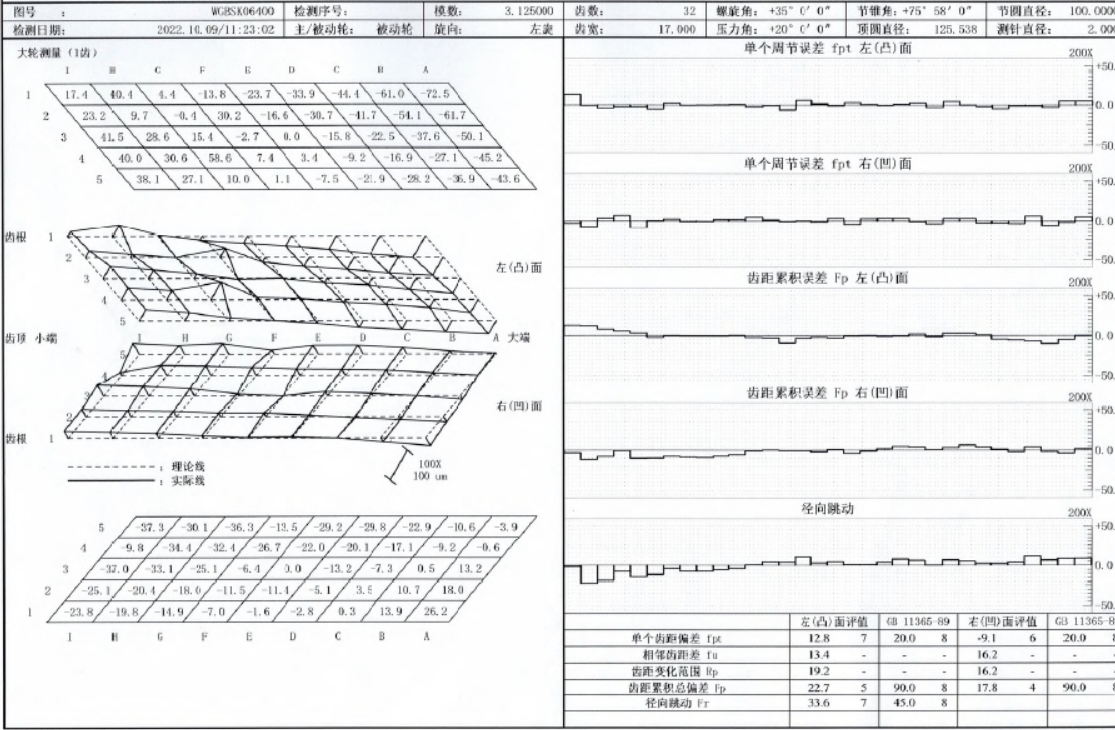
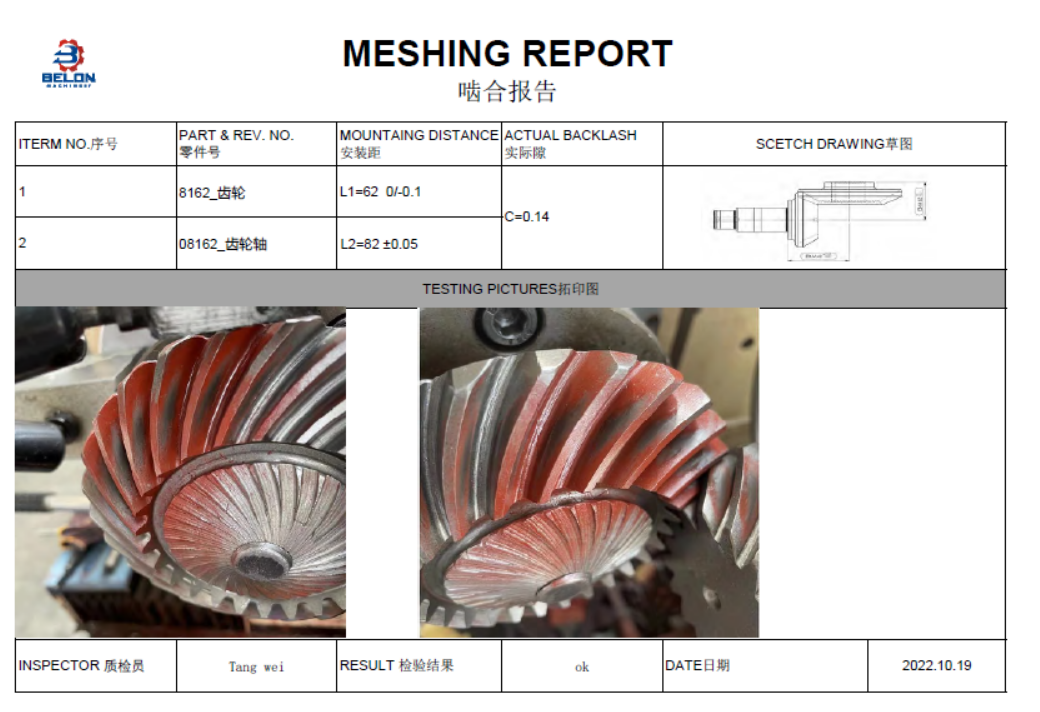
6. Sarearen txostena
Beheko estekan ikus ditzakezun proba-bideo batzuekin batera
Engranaje konikoen gainjartze-proba - zentro-distantzia eta atzerakada-proba
https://youtube.com/shorts/5cMDyHXMvf0
gainazaleko higadura-proba | engranaje konikoen errodamendu-gainazalerako
https://youtube.com/shorts/Y1tFqBVWkow
Argitaratze data: 2022ko azaroaren 3a