




Engranaje mota asko daude, besteak beste, engranaje zilindriko zuzenak, engranaje zilindriko helikoidalak, engranaje konikoak eta gaur aurkezten ari garen engranaje hipoideak.
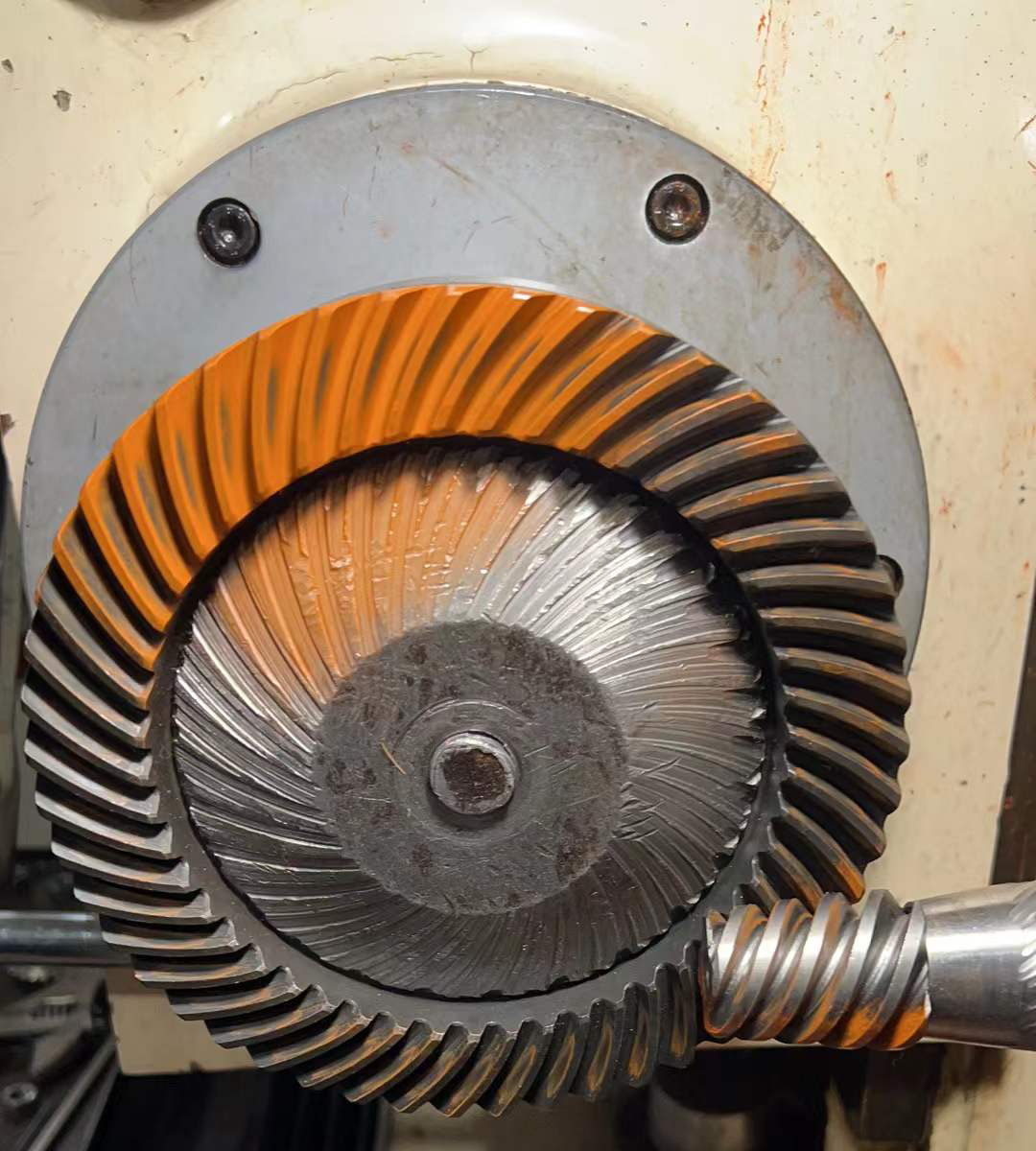
1) Engranaje hipoideen ezaugarriak
Lehenik eta behin, hipoide engranajearen ardatzaren angelua 90°-koa da, eta momentuaren norabidea 90°-ra alda daiteke. Hau da, halaber, automobilgintzan, hegazkinetan edo haize-energiaren industrian askotan behar den angelu-bihurketa. Aldi berean, tamaina eta hortz kopuru desberdineko engranaje pare bat engranatzen dira momentua handitzeko eta abiadura gutxitzeko funtzioa probatzeko, eta horri normalean "momentua handitzeko eta abiadura gutxitzeko" deitzen zaio. Auto bat gidatu duen lagun batek, batez ere eskuzko auto bat gidatzen ikasten ari denean, aldapa bat igotzean, irakasleak martxa baxuago batera joaten utziko dizu, izan ere, abiadura nahiko handia duten engranaje pare bat aukeratzea da, abiadura txikietan ematen dena. Momentu gehiago, eta horrela potentzia gehiago ematen dio ibilgailuari.
Zeintzuk dira engranaje hipoideen ezaugarriak?
Transmisio-momentuaren angeluaren aldaketak
Goian aipatu bezala, momentu-potentziaren angelu-aldaketa gauzatu daiteke.
Karga handiagoak jasan ditzakeen
Haize-energiaren industrian, automobilgintzan, turismo-autoak, SUVak edo ibilgailu komertzialak izan, hala nola kamioiak, kamioiak, autobusak eta abar, mota hau erabiliko da potentzia handiagoa emateko.
Transmisio egonkorragoa, zarata gutxikoa
Hortzen ezkerreko eta eskuineko aldeen presio-angeluak ez dira koherenteak izan daitezke, eta engranajeen engranajearen irristatze-norabidea hortzaren zabaleraren eta hortzaren profilaren norabidearen araberakoa da, eta diseinuaren eta teknologiaren bidez engranajeen engranaje-posizio hobea lor daiteke, transmisio osoa kargapean egon dadin. Hurrengoa oraindik ere bikaina da NVH errendimenduan.
Doigarria den desplazamendu-distantzia
Desplazamendu-distantziaren diseinu desberdina dela eta, espazio-diseinuaren eskakizun desberdinak betetzeko erabil daiteke. Adibidez, auto baten kasuan, ibilgailuaren lurzoruaren distantzia-eskakizunak bete eta autoaren igarotzeko gaitasuna hobetu dezake.
2) Engranaje hipoideen bi prozesatzeko metodo
Ia alde bikoitzeko engranajea Gleason Work-ek aurkeztu zuen 1925ean eta urte askotan zehar garatu da. Gaur egun, prozesatu daitezkeen etxeko ekipamendu asko daude, baina zehaztasun handiko eta goi-mailako prozesamendua batez ere Gleason eta Oerlikon atzerriko ekipamenduek egiten dute. Akaberari dagokionez, bi engranaje-artezketa prozesu nagusi daude, baina engranajeak ebakitzeko prozesuaren eskakizunak desberdinak dira. Engranajeak ebakitzeko prozesurako, aurpegi-fresatzea gomendatzen da, eta artezketa prozesua aurpegi-hobbing-a.
Aurpegi-fresaketa motak prozesatzen dituen engranajeak hortz konikoak dira, eta aurpegi-biribilkatzeak altuera bereko hortzak, hau da, mutur handiko eta txikiko aurpegietako hortzen altuera berdina da.
Ohiko prozesatzeko prozesua gutxi gorabehera aurreberotzea da, ondoren tratamendu termikoa eta gero akabera. Aurpegiko fresatze-hozkailu motarentzat, berotu ondoren arteztu eta parekatu egin behar da. Oro har, elkarrekin arteztutako engranaje bikotea parekatuta egon beharko litzateke geroago muntatzean. Hala ere, teorian, engranajeak artezteko teknologia duten engranajeak parekatzerik gabe erabil daitezke. Hala ere, benetako funtzionamenduan, muntaketa-erroreen eta sistemaren deformazioaren eragina kontuan hartuta, parekatze-modua erabiltzen da oraindik.
3) Hirukoitz hipoidearen diseinua eta garapena konplexuagoa da, batez ere funtzionamendu-baldintzetan edo eskakizun handiagoak dituzten goi-mailako produktuetan, engranajearen indarra, zarata, transmisio-eraginkortasuna, pisua eta tamaina eskatzen dituztenetan. Beraz, diseinu-fasean, normalean hainbat faktore integratu behar dira iterazio bidez oreka aurkitzeko. Garapen-prozesuan, normalean hortzen inprimakia muntaiaren aldakuntza-tarte onargarriaren barruan doitzea ere beharrezkoa da, errendimendu-maila ideala baldintza errealetan lortu ahal izateko, dimentsio-katearen metaketa, sistemaren deformazioa eta beste faktore batzuen ondorioz.
Argitaratze data: 2022ko maiatzaren 12a